朝陽哪里有ug產(chǎn)品造型培訓(xùn)機(jī)構(gòu)
發(fā)布時間:2024-10-03 00:33:54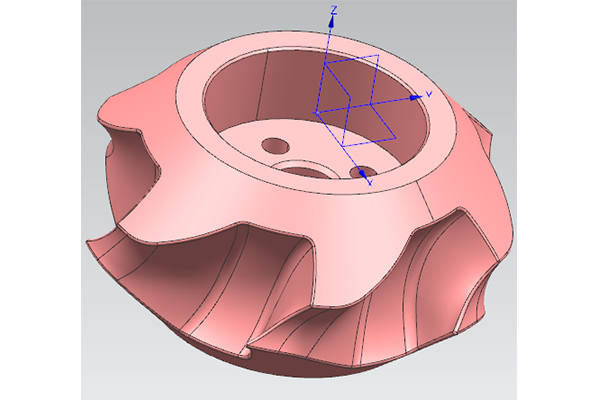
朝陽哪里有ug產(chǎn)品造型培訓(xùn)機(jī)構(gòu)
第一個也是ug自帶的加工策略銑削孔
,這個加工策略有一個缺點(diǎn):只能加工孔或者凸臺,有一定的局限性。它的優(yōu)勢是編程快,只需要選擇好孔或者凸臺,設(shè)置好每一圈的深度,再把延伸刀軌設(shè)置一下就可以生成想要的刀路了。二丶第二個就是用ug加工策略中的平面銑,通過對參數(shù)的修改,而得到的螺旋刀路這個刀路應(yīng)該怎么做呢?設(shè)置好切屑模式,為輪廓加工,切削層改為僅底面。三丶第三個要向大家介紹的是3d固定軸螺旋刀路,可以加工孔,凸臺,已經(jīng)2d,3d的方法 。今天畫了一個錐度的圓柱給大家講解
,想要做這個刀路第一步要做好螺旋線
,第二步選好驅(qū)動方法
,曲線點(diǎn)的方式
,矢量選擇朝向曲線。第三步把做好的螺旋線選進(jìn)去
。注意箭頭方向
。第三步把做好的螺旋線選進(jìn)去。注意箭頭方向
。
朝陽哪里有ug產(chǎn)品造型培訓(xùn)機(jī)構(gòu)
意圖:進(jìn)步檢測能力
,以滿足公司質(zhì)量操控要求,保證零件的品質(zhì)。規(guī)模 :適用于批量性或作業(yè)量大的零件丈3.支撐 :RationalDMIS 三坐標(biāo)丈量軟件, FLY1086 三坐標(biāo)丈量機(jī)。4.內(nèi)容 :4.1 丈量前的準(zhǔn)備作業(yè)和留意事項:被測零件在放到作業(yè)臺上檢測之前 , 應(yīng)先清洗去毛刺 , 防止在加工完成后零件外表殘留的冷卻液及加工殘留物影響丈量機(jī)的丈量精度及測尖運(yùn)用壽命;被測零件在丈量之前應(yīng)在室內(nèi)恒溫,假如溫度相差過大就會影響丈量精度;大型及重型零件在放置到作業(yè)臺上的進(jìn)程中應(yīng)輕放 , 以防止造成劇烈磕碰 , 致使作業(yè)臺或零件損傷。必要時能夠在作業(yè)臺上放置一塊厚橡膠以防止磕碰;小型及輕型零件放到作業(yè)臺后,應(yīng)緊固后再進(jìn)行丈量,否則會影響丈量精度;在作業(yè)進(jìn)程中,測座在轉(zhuǎn)動時( 特別是帶有加長桿的情況下 ) 一定要遠(yuǎn)離零件 , 以防止磕碰;
朝陽哪里有ug產(chǎn)品造型培訓(xùn)機(jī)構(gòu)
數(shù)控加工技術(shù)的基礎(chǔ)知識
。數(shù)控加工機(jī)床的合理應(yīng)用,根據(jù)數(shù)控加工的特點(diǎn),正確選擇加工方法和加工對象,充分發(fā)揮數(shù)控機(jī)床加工的優(yōu)點(diǎn),取得良好的經(jīng)濟(jì)效益是我們在進(jìn)行工藝設(shè)計中必須考慮的一個重要問題。數(shù)控加工工藝的應(yīng)用有很大的靈活性,對同一個加工內(nèi)容,可能有多種工藝方案,必須針對具體問題進(jìn)行具體分析。一方面,選擇加工方法和對象時要考慮到數(shù)控機(jī)床與系統(tǒng)的性能指標(biāo),能夠?qū)崿F(xiàn)加工且能保證加工精度、滿足技術(shù)質(zhì)量要求;另一方面,有時還要在基本不改變工件原有性能的前提下,對其形狀、尺寸、結(jié)構(gòu)等做一些必要的、適應(yīng)數(shù)控機(jī)床加工的修改。朝陽哪里有ug產(chǎn)品造型培訓(xùn)機(jī)構(gòu)
UG建模工具有很多
,有很多學(xué)習(xí)者一看就蒙了,感覺太多了,記不住,其實(shí),根本不需要記憶,你需要做的就是“解讀”,UG的工具都是對話框形式,每一個對話框都是逐條列出需要進(jìn)行的操作,你只要逐條進(jìn)行解讀,弄清楚它的要求
,按照要求去操作就可以了,這樣一來
,就解放了大腦
,更多的精力用于識圖,分析零件
,千萬不能死記硬背,一定要理解,真正明白,然后再去建模,利用多次實(shí)踐,來磨合你理解到,學(xué)習(xí)到的知識,在利用的過程中,發(fā)現(xiàn)問題,再著重去解決問題,這樣才能提高,這就是比較好的學(xué)習(xí)方法。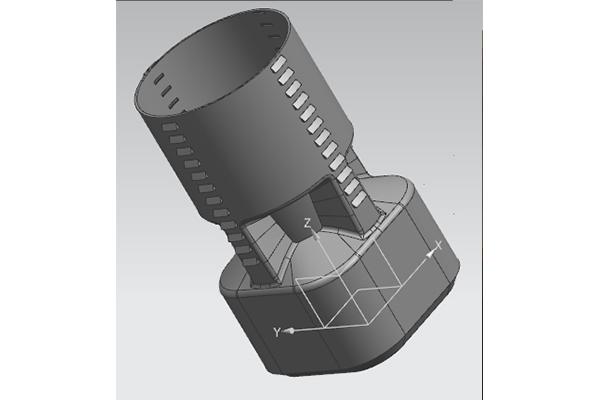
朝陽哪里有ug產(chǎn)品造型培訓(xùn)機(jī)構(gòu)
UG產(chǎn)品造型培訓(xùn)內(nèi)容簡介:主要學(xué)習(xí)UG造型的思路
、方法以及每個建模命令應(yīng)用的細(xì)節(jié)和技巧:包含UG的基本環(huán)境和建模原理,草繪的原則,拉伸、回轉(zhuǎn)、掃掠擴(kuò)展講,基礎(chǔ)特征和成型特征、四大基準(zhǔn)、空間曲線、高級曲面造型、同步建模對造型的快速修改,常用的輔助操作和工具;朝陽哪里有ug產(chǎn)品造型培訓(xùn)機(jī)構(gòu)
螺旋槳是五軸五聯(lián)動加工的典型零件之一
。其葉片的形狀及加工原理如圖所示。在半徑為Ri的圓柱面上與葉面的交線AB為螺旋線的一部分,螺旋角為фi,葉片的徑向葉型線(軸向剖面)EF的傾角α為后傾角。螺旋線AB用極坐標(biāo)加工方法并用折線段逼近。逼近線段mn是AB加工完后
,刀具徑向位移⊿X(改變Ri),再加工相鄰的另一條葉型線
,依次逐由C坐標(biāo)旋轉(zhuǎn)⊿θ與Z坐標(biāo)位移⊿Z的合成
。當(dāng)一加工,即可形成整個葉面
。由于葉面的曲率半徑較大
,所以常用端銑刀加工,以提高生產(chǎn)率和簡化程序
。因此
,為保證銑刀端面始終與曲面貼合,銑刀除了作直角坐標(biāo)X
、Y
、Z的運(yùn)動外,還應(yīng)作附加坐標(biāo)A和坐標(biāo)B形成θi和αi的擺角運(yùn)動
,以保證銑刀端面中心始終位于編程值位置上
,所以需要五個軸同時聯(lián)動加工。這種五軸加工中心的編程計算相當(dāng)復(fù)雜
,手工編程難以完成
,需要進(jìn)行計算機(jī)輔助編程。