長春哪里有加工中心三軸編程培訓(xùn)機(jī)構(gòu)
發(fā)布時(shí)間:2022-04-30 00:46:48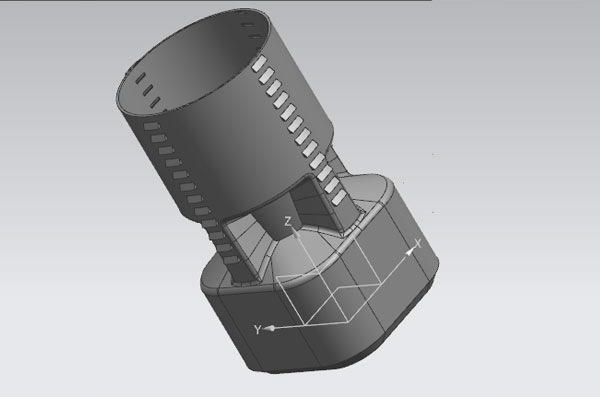
長春哪里有加工中心三軸編程培訓(xùn)機(jī)構(gòu)
加工中心刀具的前刀面要光滑使用時(shí)
,光滑的前刀面可以減小切屑對(duì)刀具的摩擦,也可以減小刀具受到的切削力,從而降低刀具的徑向跳動(dòng)。加工中心主軸錐孔和夾頭清潔,不能有灰塵和工件加工時(shí)產(chǎn)生的殘屑。選用加工刀具時(shí),盡量采用伸出長度較短的刀具上刀時(shí),力度要合理均勻,不要過大或過小。3.刀具用較大的刀具前角,使刀具更鋒利,以減小切削力和振動(dòng)4.合理使用加工中心切削液以冷卻作用為主的水溶液對(duì)切削力影響很小。5.吃刀量選用要合理 6.使用強(qiáng)度大的刀具
,增加刀桿的直徑在受到相同的徑向切削力的情況下
,刀桿直徑增加20%
,刀具的徑向跳動(dòng)量就可以減小50%。
長春哪里有加工中心三軸編程培訓(xùn)機(jī)構(gòu)
數(shù)控車床操作面板是數(shù)控機(jī)床的重要組成部件
,是操作人員與數(shù)控機(jī)床(系統(tǒng))進(jìn)行交互的工具
,主要可分成電源控制區(qū)域、系統(tǒng)控制面板和機(jī)床控制面板等
。一
、電源控制區(qū)域1. 系統(tǒng)開:開啟系統(tǒng)電源。2. 系統(tǒng)關(guān):關(guān)閉系統(tǒng)電源
。3. 程序保護(hù)開關(guān):開啟
、關(guān)閉程序輸入功能。4. 急停旋鈕:當(dāng)加工過程中發(fā)生危險(xiǎn)或緊急情況下
,機(jī)床需緊急停止
,或者機(jī)床加工終止電源切斷的時(shí)候使用該鍵。(注意:在上電和關(guān)機(jī)之前應(yīng)該按下急停旋鈕
,以減少設(shè)備電沖擊
。)
長春哪里有加工中心三軸編程培訓(xùn)機(jī)構(gòu)
螺旋槳是五軸五聯(lián)動(dòng)加工的典型零件之一。其葉片的形狀及加工原理如圖所示
。在半徑為Ri的圓柱面上與葉面的交線AB為螺旋線的一部分
,螺旋角為фi,葉片的徑向葉型線(軸向剖面)EF的傾角α為后傾角
。螺旋線AB用極坐標(biāo)加工方法并用折線段逼近。逼近線段mn是AB加工完后,刀具徑向位移⊿X(改變Ri),再加工相鄰的另一條葉型線,依次逐由C坐標(biāo)旋轉(zhuǎn)⊿θ與Z坐標(biāo)位移⊿Z的合成。當(dāng)一加工,即可形成整個(gè)葉面。由于葉面的曲率半徑較大,所以常用端銑刀加工,以提高生產(chǎn)率和簡化程序。因此,為保證銑刀端面始終與曲面貼合
,銑刀除了作直角坐標(biāo)X
、Y、Z的運(yùn)動(dòng)外
,還應(yīng)作附加坐標(biāo)A和坐標(biāo)B形成θi和αi的擺角運(yùn)動(dòng)
,以保證銑刀端面中心始終位于編程值位置上,所以需要五個(gè)軸同時(shí)聯(lián)動(dòng)加工
。這種五軸加工中心的編程計(jì)算相當(dāng)復(fù)雜
,手工編程難以完成
,需要進(jìn)行計(jì)算機(jī)輔助編程。
長春哪里有加工中心三軸編程培訓(xùn)機(jī)構(gòu)
因?yàn)閷?duì)刀點(diǎn)是在數(shù)控機(jī)床上加工零件時(shí)
,刀具相對(duì)于工件運(yùn)動(dòng)的起點(diǎn)
,因此在編程時(shí)首先要確定對(duì)刀點(diǎn)的位置。選取對(duì)刀點(diǎn)時(shí)
,應(yīng)便于簡化程序編制
,在機(jī)床上容易找正,加工過程中便于檢查
,引起的加工誤差要小
。為了提高零件的加工精度,對(duì)刀點(diǎn)應(yīng)盡量選在零件的設(shè)計(jì)基準(zhǔn)或工藝基準(zhǔn)上
。如以孔定位的零件
,應(yīng)將孔的中心作為對(duì)刀點(diǎn)。為了便于坐標(biāo)值的計(jì)算
。對(duì)于建立了絕對(duì)坐標(biāo)系的數(shù)控機(jī)床
,對(duì)刀點(diǎn)好選在坐標(biāo)系的原點(diǎn)上,或選在已知坐標(biāo)值的點(diǎn)上
。